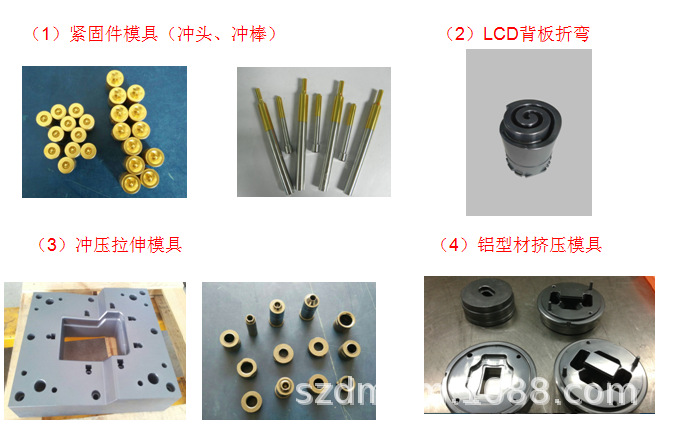
案例分析
一、、拉伸膜
材质:Cr12MoV
涂层前后的效果:
不图的拉伸产品数量为300-400个,涂层后拉伸的产品数量3600-4000个,是未涂层品的5倍以上。
二、冲压膜
材质:DC53
涂层其前后的效果:
未涂层前冲压产品数量为500-600个,涂层后冲压产品数量5000-6000个,是未涂层品的10倍。
三、修复刀具
硬质合金刀具价格昂贵,一般标准的,涵PVD涂层的刀具从几百到几千块不等。但可惜的是,不管刀具表面硬度有多高,如使用一段时间后,刀具表面的涂层总有一天会磨掉,如此马上报废实属可惜。在大多数的情况下,使用者会把刀具修磨,重涂再使用,直至刀具磨损后精度不能接受为止。
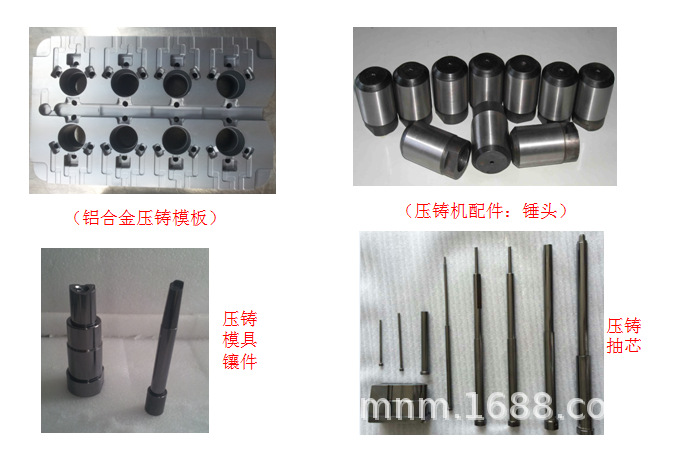
四、PVD涂层在压铸行业应用
压铸模具常见问题 | 产生原因 | 常见表面处理方法 | PVD氮化铬铝涂层(AlCrN)处理 |
工艺方法 | 缺点 | 工艺方法 | 效果 |
微裂纹(龟裂) | 每个压铸循环过程中,存在剧烈的热交换,急冷急热,模具温度变化很大。产生的热应力导致模具产生热疲劳,形成微裂纹。压铸循环次数增加,微裂纹进一步扩展,形成龟裂 | 1、传统热处理工艺:淬火-回火-抛光 | 对模具钢材硬度提高不大 ,耐高温性能差。 | PVD是指在真空条件下,采用低电压、大电流的电弧放电技术,利用气体放电使靶材蒸发并使被蒸发物质与气体都发生电离,利用电场的加速作用,使被蒸发物质及其反应产物沉积在工件上。 | 涂层最高耐温1100 ℃对模具形成一层耐高温的保护层,有很好的热稳定性,并且在急冷急热的情况下模具也不容易产生微裂纹。 |
冲蚀 (烧附、腐蚀) | 铝液高速充填模腔磨蹭生热,并且受到高温铝液的猛烈冲击 ,容易使模具的表面保护层被破坏 ,铝液与金属基体发生反应 ,生成较硬的化合物颗粒。在压铸过程中不停的冲刷会使这些化合物脱落,并带走基体材料,暴露出新的金属基体,如此周而复始,加剧了模具表面的损坏,形成严重的冲蚀 | 极高的耐高温性(1100℃),在模具表面起到隔热层的作用,可以很好的避免压铸过程中高温的铝液和基体反应生成化合物。极高的硬度和耐磨性能够保护模具抵抗铝液的猛烈冲击和冲刷。 |
开裂 (应力开裂) | 压铸过程中,铝液的高压冲击,成型的时候巨大的外部压力。导致模具应力过大,并且产生疲劳极限导致开裂。特别是受力面积小的镶件及尖角部位更容易开裂。 | 2、表面改性技术:先渗碳、再经1140~1150℃淬火,550℃回火两次 | 加工及处理时间长,对模具钢材硬度提高不大,耐高温性能不够;模具在多次渗碳后会开裂报废。 | 涂层有极高的硬度,极高的耐磨性(摩擦系数:0.3),保护模具不会受到直接铝液的高压冲击和磨损;特别对于压铸模具的模芯,滑块,镶件,镶针等成型部件效果十分明显。 |
变形 (压力变形) | 在压铸过程中,压铸模具承受很大的锁模力量,压射反压力等多种应力作用,模具在这些应力的长期作用下会产生弯曲变形 | 涂层的高硬度(硬度系数:3200HV)可以保护压铸模具抵挡大部分的这些应力,延长模具的使用寿命,减少弯曲变形量。 |
PVD涂层在压铸行业应用案例
PVD涂层在其他行业应用案例